

不锈钢管加热案例
不锈钢管加热案例
一、客户
某数控设备有限公司
二、加热目的
热透后焊接
三、加热要求
【工件参数】:
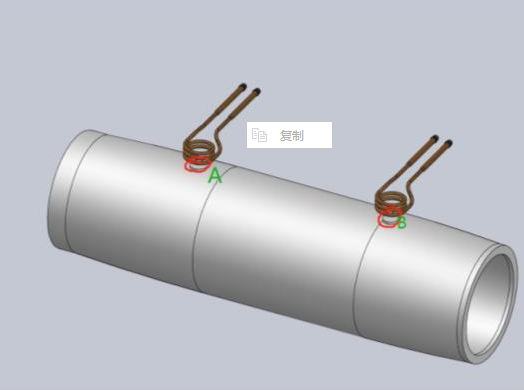
加热点在一个直径500mm,壁厚30mm的不锈钢圆管(30CrMnsi号钢)上。具体见下图:凸起的厚度30毫米,直径100 mm,加热到300℃ ,需要热透。
两个点距离760mm。
【其他要求】:有温度控制,加热到300℃时间10分钟内(两点同时加热)。
【操作过程】:感应器同时对A/B两点加热,红外对A点测温,A点到300℃后,感应器移开。对该点进行焊接,焊接结束后,感应器移回,继续对两点进行加热,此时红外监控B点温度,到300℃后,感应器移开,对B点进行焊接。此过程A点温度无须监控。供方先提供一支红外,对A点进行测温,暂时无需对B点进行测温。
四、工件示意图
此文关键字:不锈钢管加热
相关资讯


最新产品
同类文章排行
- 圆钢退火-金赛尔星工业
- 螺纹钢加热去镀锌-电力金具
- 铸铝箱体加热案例
- 铜铁工件焊接案例
- 平面淬火案例
- 合金加热实验室测试案例
- 钢板校正淬火案例
- 不锈钢条加热案例
- 不锈钢管加热案例
- WTR助力中国军工--加热高强度钢管焊前预热+焊后消氢
最新资讯文章
您的浏览历史



